高扭矩、高转速设备的技术优势|尼龙改性一小时产2吨,一年省30万
黑点、黄变、浮纤、玻纤外露、批次不稳定、能耗高等问题,在尼龙改性生产中普遍存在。但很多时候,问题的根源并不在配方,而在于挤出工艺本身。
“高端尼龙改性的品质瓶颈,90%以上出在挤出工艺环节。”在2026中塑(余姚)尼龙高峰论坛上,科亚装备事业部总经理关晓春先生结合36年一线经验,进行了系统剖析。

干货一:6大痛点,您的企业中了几个?
关晓春先生在演讲中直接列出了尼龙改性生产中最常见的品质问题:
l 产品中有黑点
l 产品色泽发黄
l 玻纤剪切不好,制品中有白点和浮纤
l 拉伸强度和冲击性能不达标
l 产品质量不稳定
l 能耗高
他强调,玻璃纤维增强尼龙的生产,涉及螺杆组合工艺,以及加料、分散、浸润、均化、切粒五个关键环节以及螺杆组合工艺。任何一个环节出现问题,都会直接影响最终品质。解决问题的关键在于对挤出工艺进行系统性优化,而非孤立处理单个故障点。
干货二:大产量+好品质,7个方案直接落地
如何在不牺牲品质的前提下实现大产量?关晓春先生给出了7个可落地的方案:
1. 先塑化,后加玻纤——塑化不良会导致玻纤进料不畅、筒体冒料,影响产品性能。
2. 真空排气需充分——抽气量建议达到30m³/100kg产品,极限真空度不低于-0.095MPa。
3. 高转速运转——玻纤分散需要剪切速率,推荐400-900rpm,具体根据产品优化。
4. 高扭矩、大产量——推荐设备比扭矩T/A³=11-15Nm/cm³,确保满足工艺需求。
5. 快速冷却+高温切粒——过水长度0.2-0.5米,切粒温度120-130℃,切粒后粒料环冷却。
6. 选对混合元件——采用ZME元件(单头、反向、开槽),可使玻纤长度分布更窄,性能提升10-25%。
7. 针对性解决发黄和黑点——螺杆设计上减少死区,减小螺杆啮合间隙。
演讲干货引发广泛共鸣。休息期间,科亚展台前聚集了多组前来咨询的企业代表,从设备选型到产线改造,关晓春先生逐一进行了细致解答。
干货三:选对挤出机,一年省下30万
论坛现场,关晓春先生分享了科亚的选型方法论:根据物料作业比能耗(PA+玻纤约0.3kWh/kg)确定电机功率,依据改性工艺确定螺杆最高转速,结合齿轮箱能力确定比扭矩,最终确定机型。
科亚高性能SK系列为PA+玻璃纤维改性提供了完整的设备选型参考,可满足不同产能需求。
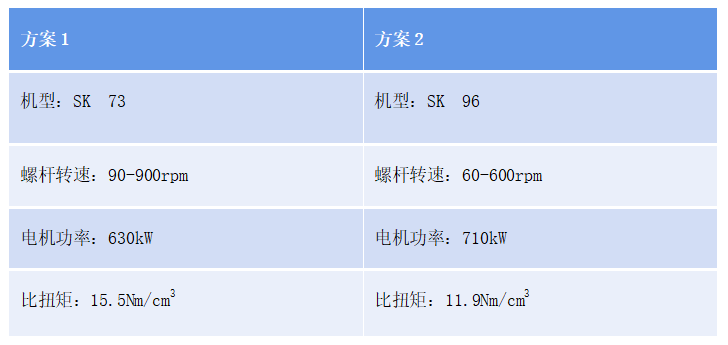
会议现场,关晓春先生现场进行了成本测算:以年产15000吨尼龙改性为例,综合评估以下两台设备方案,采用方案1的小螺杆、高转速、高扭矩方案,每年可减少电力消耗30万度,电费节省约24万元,叠加冷却系统、维修更换等成本节约,年度综合降本超过30万元。
用户见证:SK73助力PA6改性生产,产量突破一小时2吨
该用户配置的是科亚SK73超高扭矩双螺杆挤出机:
电机功率:630kW
最高转速:900转/分钟
比扭矩:15Nm/cm³
在这一配置下,改性尼龙的实际产量高达一小时2吨(在转速90%、电流85%的情况下),设备整体技术水平已进入世界第一梯队。
相比之下,传统低扭矩设备(比扭矩能力等级8)生产同类改性产品的同规格机型产量仅为0.5-0.6吨/小时。科亚超高扭矩SK73的产量是其3-4倍,大幅摊薄了人工、场地、运维等固定成本,同时能耗更低、品质更稳定。
这一案例也直接印证了尼龙改性挤出工艺升级的核心观点:高扭矩、高转速、大产量。

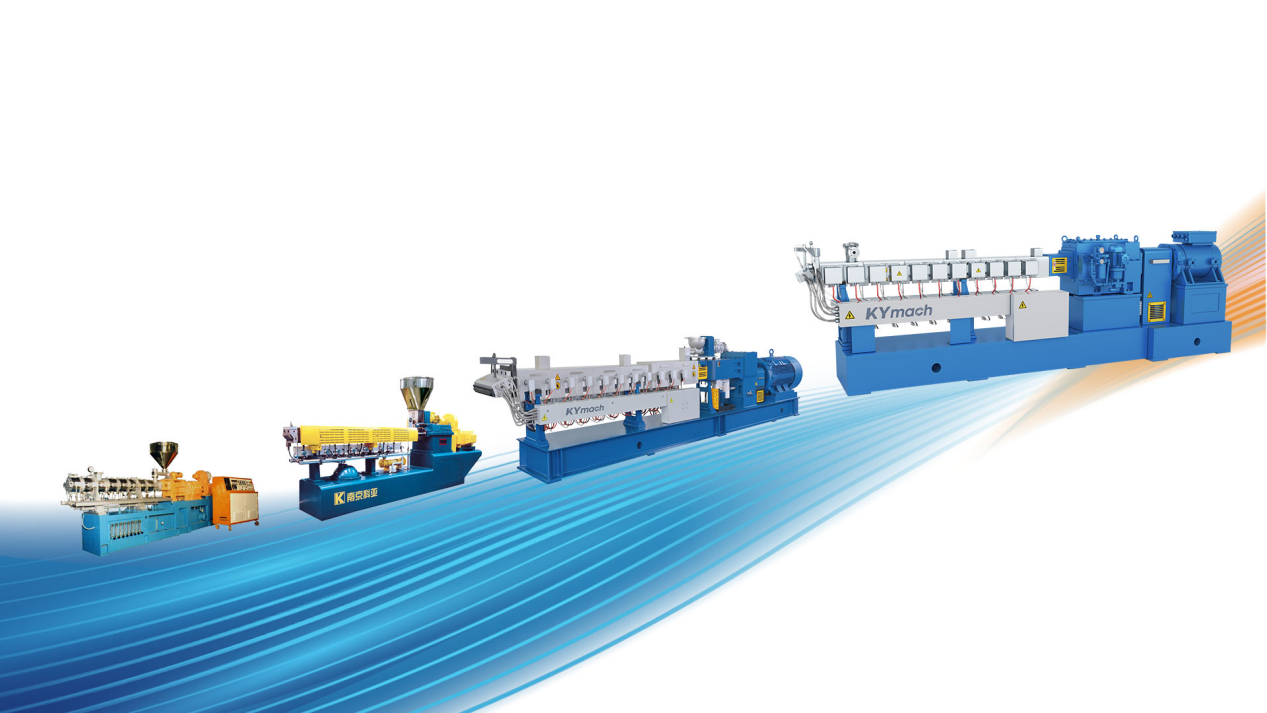
展机示意图
科亚:30多年技术沉淀
科亚装备自80年代研制出国内首台同向双螺杆挤出机,打破国外垄断,1990年荣获国家科技进步奖。从“TE”系列到“HK”系列,再到第四代HK/SK MT系列超高扭矩双螺杆挤出机,科亚的技术实力已经可以与国际先进设备同台竞技。
如果您在尼龙改性造粒中也遇到了类似问题,欢迎咨询,与关总直接交流。
科亚装备,配混挤出解决方案首选提供商。